

Galvanized coatings for cooling tower systems (cooling towers, evaporator tube bundles, etc.) have been used in the industry since the 1950s due to their relatively low cost and long service life. The galvanizing process bonds a layer of zinc metal to steel. When properly applied and passivated, the zinc coating works as a non-permeable sacrificial anode to prevent corrosion of the underlying steel structure. White rust in cooling towers, which is the oxidation form of the zinc coating, shows up as white spots and bumps on a galvanized surface.
White rust is a combination of zinc carbonate and zinc hydroxide. It's porous and generally does not protect the steel structure. More importantly, galvanized cooling tower corrosion of the underlying steel can become concentrated under the white rust bumps, quickly developing into pitting corrosion. Left unchecked, leaks can form in a tower basin in as little as two months in severe cases.

Photo courtesy of Association of Water Technologies (AWT)
The incidence of white rust in cooling towers has increased dramatically since the late 1980s. More stringent environmental discharge concerns have led to the reduction or elimination of some effective chemicals in both the galvanizing process and in water treatment programs. Chromate is the most effective treatment for passivating galvanized coatings, but it has been eliminated as a water treatment option, and is restricted for galvanized manufacture. Other traditional treatments such as molybdate, phosphate and zinc treatments are also restricted in many communities. As facilities attempt to minimize water volumes used in cooling, the softening of make-up water has become more common, as it allows the cooling system to be ran at higher cycles of concentration minimizing water use. In addition, scale inhibition chemistry has become more effective, and if over applied, can attack metal oxide passivation layers on piping and tower construction. All of these factors have contributed to increased white rust in cooling towers, particularly in new galvanized systems.
For plant management considering the purchase of a new cooling tower, Kurita America emphasizes the importance of consulting a water treatment representative early in the process as multiple factors need to be considered before choosing the tower's construction materials:
- Make-up water quality: A little hardness is beneficial to galvanized coatings on steel
- Discharge permits: Galvanized towers will always contribute some zinc to the water discharge
- Water-use restrictions: Concentrating cooling water to minimize use increases corrosive ions
- Plant’s on site chemical preference: Acid is usually needed during passivation
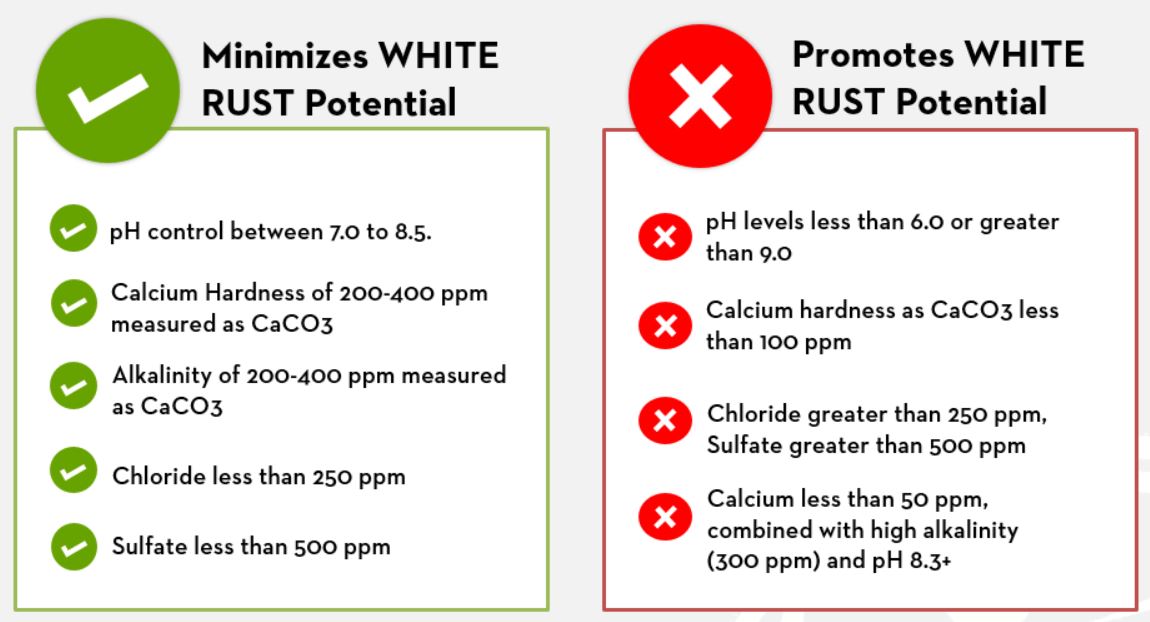
Most original equipment manufacturers (OEMs) for cooling towers have specific requirements for water quality in galvanized systems. While there are slight differences, the guidelines generally fall into the two categories shown below:
If a facility will not be able to meet these requirements, management should explore other construction materials options. Plastic, stainless steel, concrete, wood and fiberglass can all be good alternatives. Higher upfront costs need to be evaluated against operational and maintenance costs.
If a galvanized tower makes sense in your application, the startup passivation chemistry is critical to maximizing the useful life of the new tower and preventing white rust. The following list is a guide for successful commissioning of a new tower. Initial passivation will generally take 12 - 14 weeks, and is concluded once a dull gray passivated coating can be seen visually on the galvanized metal. Always consult with a water treatment representative for specific details. Waiting to start the passivation, for even a week after water circulation has been started, will likely result in an incomplete passivation, white rust, and eventual leaks.
Note: It is critical to success that the galvanized steel passivation process described below is started as soon as water is first circulated through the system.
- All new systems should be pre-cleaned to remove oils and construction dirt. However, avoid strong acid or alkaline cleaners. Phosphate and surfactant based cleaners are recommended.
- During the initial passivation period, the pH of the cooling water needs to be controlled between 6.5 to 8.0, and this usually requires pH controlled acid feed or an acid-based treatment chemical. If you do not have real time pH monitoring and control, do not feed acid. There is no way that you can consistently control acid feed within safe parameters by daily manual testing. Equipment damage can be severe and can happen within hours. It is equally important that your real time pH control system be maintained in good working order, and calibrated on a daily basis.
- Soft water prevents passivation of the galvanizing. A minimum of 50 to 100 mg/l of calcium hardness as CaCO3 is required. If the system is designed for soft water, a hard water bypass will have to be installed and regulated during the passivation period.
- Following the initial sterilization of the new system with biocides, the free chlorine needs to be controlled below 1.0 mg/l during the passivation process. Spikes of free chlorine above 1.0 mg/l can remove the passivation layer, even if all the other chemistry is maintained correctly. If a spike of free chlorine above 1.0 mg/l occurs during the passivation process, and lasts more than 4 hours, the passivation process should be started over.
- Stabilized phosphate chemistry is very effective in promoting zinc passivation. The recommended phosphate concentration can range from 20 ppm to 200 ppm, depending on water chemistry and the speed with which you are trying to achieve passivation. However, careful hardness and alkalinity control are necessary if high phosphate dosing is desired, in order to prevent calcium phosphate deposition. Kurita America’s best practice is to maintain between 20 – 40 ppm of orthophosphate in the circulating water for about 90 days. If the cooling system runs seasonally, it is helpful to run a phosphate passivation program for the entire first season.
- Passivation is best accomplished under conditions of reduced heat load because evaporation from heat load can concentrate corrosive ions and increase pH, creating the potential for fouling. If heat load cannot be avoided during initial passivation, then the risk of white rust will increase, especially for systems with moderate to high make-up water alkalinity and dissolved solids. Operating at reduced cycles of concentration during the passivation process can increase the likelihood of a successful passivation.
Once a successful passivation has been conducted, there are more options available with the water chemistry. Tower pH can be increased slowly, if necessary, but never should exceed 9.0. Soft water is also acceptable, as long as a corrosion-inhibiting chemical program designed for white rust prevention is used. Regardless of the program used, proper control is important. Overfeed of phosphonates and chelating polymers can remove the passivation from the zinc, requiring a new passivation procedure to be run.